Jak se vyrábějí strojírenská pravítka?
Obsah
Ocelové, litinové a hliníkové pravítka | |
| Hlavní procesy, kterými mohou ocelové rovné hrany projít, aby byly vhodnější pro svou práci, jsou: tepelné zpracování, temperování, škrábání, broušení a lapování. Litinové rovné hrany se často odlévají do požadovaného celkového tvaru a následně se jejich pracovní plochy dokončují škrábáním, broušením nebo lapováním. | |
| Hliník se často vytlačuje, protože to může být velmi rychlý a ekonomický způsob výroby předmětů. Avšak extrudované hliníkové pravítko bude vyžadovat opracování podobné litinovému pravítku, aby bylo dosaženo přesnosti potřebné pro pracovní desku. |
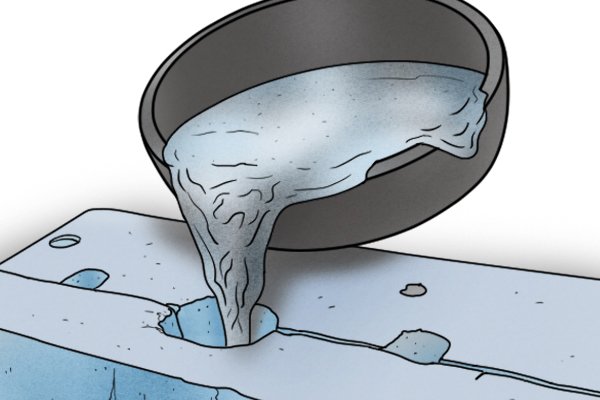
 | CastingOdlévání je výrobní proces, který zahrnuje lití roztaveného kovu do formy, kde se ochladí a získá formu formy. Tímto způsobem lze vytvořit mnoho složitých tvarů. Odlévání může snížit nebo v některých případech eliminovat množství obrábění, které součást vyžaduje. Nejčastěji se to provádí v železe, i když lze odlévat i ocel a hliník. |
 | Tepelné zpracováníTepelné zpracování a temperování jsou výrobní procesy používané ke změně fyzikálních vlastností kovu a dalších materiálů. Tepelné zpracování spočívá v zahřátí kovu na velmi vysokou teplotu a následném vytvrzení (rychlé ochlazení). Tím se zvyšuje tvrdost kovu, ale zároveň je křehčí. |
 | náladaPopouštění se provádí po tepelném zpracování a zahrnuje také zahřívání kovu, ale na nižší teplotu, než je požadováno při tepelném zpracování, s následným pomalým chlazením. Kalení snižuje tvrdost a křehkost kovu a zvyšuje jeho houževnatost. Řízením teploty, na kterou se kov během popouštění zahřeje, lze změnit konečnou rovnováhu mezi tvrdostí a houževnatostí kovu. |
 | VytlačováníExtruze je výrobní technika vstřikování, při které je materiál formován razníkem, který tlačí kov skrz matrici. Matrice má tvar, který poskytuje požadovaný tvar průřezu hotového obrobku. Hliník je zdaleka nejběžnějším materiálem používaným v extrudované výrobě. |
Žulové hladké hrany | |
 | Inženýrova žulová pravítka jsou nejprve nahrubo vyřezána z velkého bloku žuly. To se provádí velkými vodou chlazenými pilami. Jakmile je dosaženo celkového tvaru, konečné úpravy a přesnosti požadované pro použití jako inženýrské pravítko je dosaženo broušením, škrábáním nebo lapováním. |
 | BroušeníBroušení je proces použití lepeného brusného kotouče složeného z abrazivních částic k odstranění materiálu z obrobku. Brusný kotouč je kotouč, který se otáčí vysokou rychlostí a obrobek prochází po boční ploše nebo povrchu kruhu. Broušení lze provádět kotouči se zrnitostí od 8 (hrubé) do 250 (velmi jemné). Čím jemnější je velikost zrna, tím lepší je kvalita povrchu obrobku. |
 | ŘezáníBroušení je proces, při kterém se povrch obrobku zbavuje výstupků, aby se získal rovný hotový povrch. Broušení lze provést na jakémkoli kovovém dílu, který vyžaduje rovný povrch. |
 | LapováníLapování je dokončovací proces používaný ve výrobě k vytvoření hladšího a rovnoměrnějšího povrchu hotového výrobku. Lapování zahrnuje lapovací směs skládající se z abrazivních částic a olejů, které jsou umístěny mezi povrchem obrobku a lapovacím nástrojem. Poté se lapovací nástroj pohybuje po povrchu obrobku. |
 | Abrazivní povaha lapovací pasty maže nedokonalosti na povrchu obrobku a vytváří přesný a hladký povrch. Nejběžnější typy brusiv používaných při lapování jsou oxid hlinitý a karbid křemíku s velikostí zrna v rozmezí od 300 do 600. |
Broušení, škrábání nebo lapování? | |
 | Broušení neposkytuje tak hladký povrch jako lapování nebo broušení. Drhnutí lze provádět pouze na kovových polotovarech, nelze jej tedy použít k výrobě rovných žulových hran. Velikost rovného břitu určí, zda se škrábáním nebo lapováním získá lepší kvalita rovného břitu. Obecně platí, že škrábání je přesnější než lapování dlouhých délek, ale jediný způsob, jak s jistotou zjistit, které pravítko bude přesnější, je podívat se na tolerance výrobců technických pravítek, které plánujete zakoupit. |

